The Advantages of Multiaxis CNC Machining
Oct 14, 2022Multi-axis CNC Machining
Most machined parts provided today for the aerospace, space, and defense markets are generated on CNC (computer numerical control) machines. The CNC machines vary from minimal (Swiss style) to large (VTL – vertical turning lathes & bed mills). They also vary in complexity from 2-axis to simultaneous 5-axis. By adding additional spindles (sub-spindles/milling turrets, etc.), you can enjoy the advantages of multi-axis CNC machining. Depending on number of spindle these machine can have up to 9-11 axis of movement
Multi-axis machining, what is it?
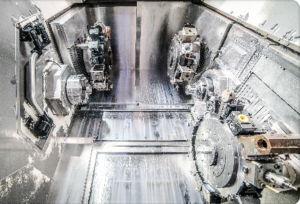
Multi-axis CNC machining is a manufacturing process that involves the rotation of the spindle, travel, and movement of the turrets in 4 or more directions. This machining is usually used to machine parts out of different metals but can also be used to machine other materials (plastics, composites, etc.). The machining process is subtractive (material is removed). The most common types of CNC equipment are lathes, milling machines, water jet cutting, and laser cutting.
In the past, this type of machining was performed mechanically. These machines operated on 4, 5, 6, and even 12 axes which were controlled individually via levers that rested on cam plates. The cam plates offered the ability to control the tooling device and the table in which the part is secured, as well as rotating the tooling or part within the machine. Due to the machine’s complexity, it took an extensive amount of time to set them up for production. Once CNC machines were introduced, they provided a faster, more repeatable method for machining complex parts.
Typical CNC tools support translation(geometry). Multi-axis machines also support rotation around one or multiple axes. 5-axis machines are commonly used in industry. The workpiece is translated linearly along three axes (typically x, y, and z), and the tooling spindle can rotate about an additional two axes.[2]
There are now many CAM (computer-aided machining) software systems available to support multi-axis machining, including software that can automatically convert 3-axis toolpaths into 5-axis toolpaths. Before the advancement of CAM (computer-aided manufacturing), transferring information from design to production often required extensive manual labor, generating errors and wasting time and material.
There are three main components to multi-axis machines:
- The machine’s physical capabilities, i.e., torque, spindle speed, axis orientation/operation, work envelope size
- The CNC drive system is the component that moves the machine. This includes servo-motors, rapid traverse systems, ball screws, and encoders (how the positioning is measured and monitored.)
- The CNC controller is how data is transferred/stored within the machine, and input data is processed and executed.
Summary of Advantages
Multi-axis machines offer several improvements /advantages over earlier CNC tools.
- The amount of direct labor required is usually reduced
- Better surface finishes can be achieved by improved control of the controller/servos/encoder/feedback system.
- More complex parts can be manufactured because each axis can be simultaneously controlled in relation to the other.
- It increased tool life due to achieving optimal angles between the tool and the machining surface.
- Highly complex part quality is repeatable and subject to less operator intervention.
- Less elaborate fixturing is usually required.
- Multiple setups are significantly reduced, if not eliminated, reducing the opportunity for error and tolerance stack-up
- Improved throughput and shorter lead times.
The number of axes for multi-axis machines varies from 3 to 11. Each axis of movement is implemented either by moving the table (into which the workpiece is attached), or by moving the tool. The actual configuration of axes varies, depending on machine type (lathe, mill, etc.); therefore, machines with the same number of axes can differ in the movements that can be performed.. Multi-axis machines are numerous, thanks to improved machine design, more powerful controllers, and more finite servo technology (see above). Couple this with improved ERP/MRP systems; the net result is being able to machine more complex parts more efficiently. We can improve lead times and take cost out of the part.
Intrex is committed to keeping abreast with the latest technology and making those investments that bring real value to our customers. If you want to learn more about us, we would welcome your inquiry, please click here.